Präzises Messen von Spulen & Kondensatoren inkl. deren Güte
Die Meßgenauigkeit des sekundären Parameters beruht primär auf der Genauigkeit der Messung der
Phasenverschiebung. Diese ist über den gesamten Bereich näherungsweise konstant. Da jedoch Q
der Tangens des Verlustwinkels ist, werden die Fehler der Winkelmessung im Bereich nahe 90°
immens verstärkt.
Bei der Betrachtung muss zwischen der unmittelbaren Meßungenauigkeit und der langfristigen Drift
unterschieden werden. Letztere wirkt sich auf die Genauigkeit des absoluten Meßwertes aus. Diese
ist dafür verantwortlich, daß die Messung des Absolutwertes des sekundären Parameters Q einen
derartig großen Toleranzbereich hat.
Die Auswirkungen kann man zum Beispiel beim Aufwärmen sehen: Das getestete Gerät zeigt mit
Spule 2 zunächst einen Meßwert von >450, der innerhalb der Aufwärmzeit erst schnell und dann
immer langsamer auf, je nach Tagesform des Gerätes, 350 bis 410. Nach dem Aufwärmen bleibt der
Wert dagegen relativ stabil und ändert sich innerhalb einer Stunde vielleicht um ±10. Diese
verbleibende Varianz liegt in einer Größenordnung, die bei der hohen Meßfrequenz von 260kHz auch
schon von Änderungen der Lage und des Kontaktpunktes der Meßkabel oder Annäherung des
Spulenkörpers an die metallischen Teile der Kelvinklemmen erreicht werden kann.

Die kurzfristige Genauigkeit ist damit viel höher als die langfristige, aber es handelt sich dabei
prinzipbedingt um die Genauigkeit relativer und nicht absoluter Meßwerte. Um diese in der Messung
ausnutzen zu können, ist daher ein Vergleich mit einem bekannt guten Musterexemplar nötig.
Dieses Musterexemplar sollte auf das tatsächliche Verhalten im vorgesehenen Einsatz optimiert sein
(denn darauf kommt es ja letztendlich an), nicht nur auf einer Anpassung der Meßwerte, egal von
welchem LCR-Meter, an errechnete Werte, denn die begrenzte Genauigkeit der Absolutwerte liegt
aufgrund des Meßprinzips für den sekundären Parameter grundsätzlich bei allen LCR-Metern vor.
Eine höhere Genauigkeit erreicht man nur mit speziellen Güte-Meßgeräten (die sehr selten sind, weil
der Bedarf nach hochgenauer Gütemessung offenbar eher gering ist) oder manueller Messung nach
der klassischen Methode „Abklingzeit in einem Schwingkreis“.
Anhand eines Musterexemplars kann die Messung der relativen Abweichung auf zwei Arten
geschehen:
1.) Durchführung der LOAD-Korrektur zusätzlich zur Open/Short-Korrektur
Die LOAD-Korrektur kann nur für einzelne Frequenzpunkte stattfinden, es gibt nicht wie bei
OPEN/SHORT eine Messung über den gesamten Frequenzbereich.
Bewegen Sie den Cursor auf SPOT No., schalten Sie mit den Softtasten den Frequenzpunkt
auf ON, geben Sie dann im Feld FREQ 260kHz ein, führen Sie MEAS OPEN und MEAS SHORT
für diesen Frequenzpunkt (und bei der Gelegenheit gleich die allgemeinen Messungen für
OPEN und SHORT) durch, verbinden Sie dann den Prüfling, führen Sie MEAS LOAD durch. In
den Feldern LOAD A und LOAD B werden dann die unkorrigierten Werte (ohne OPEN/SHORT)
angezeigt. Geben Sie in den Feldern REF A und REF B die korrekten Werte ein, verwenden Sie
dazu für REF A die vorher gemessene Induktivität (die ja nicht unter dem
Genauigkeitsproblem leidet; leider kann man LOAD immer nur für beide Werte A und B
aktivieren) und für REF B den postulierten Wert.
Bewegen Sie den Cursor dann auf das Feld LOAD und schalten Sie um auf ON.
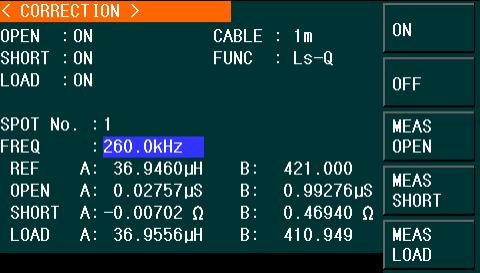
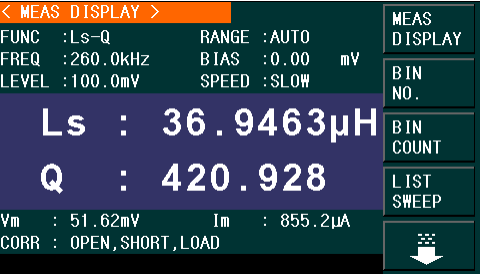
Das Gerät zeigt jetzt, im Rahmen der relativen Meßgenauigkeit, diese Referenzwerte an:
Messen Sie danach die weiteren Prüflinge und sortieren Sie diese nach der Abweichung vom
Sollwert. Führen Sie ab und zu (alle ½ bis 1 Stunde) eine erneute LOAD-Messung mit dem
Referenzbauteil durch.
2.) Stellen Sie das LCR-Meter um auf Abweichungsmessung.
Beim ST2827 wird diese in Abschnitt 3.5.8 beschrieben.
Rufen Sie die Seite MEASURE SETUP auf, bewegen Sie den Cursor auf das Feld REF A und
messen Sie mit der Softtaste MEAS den primären Parameter des Referenzbauteils.
Führen Sie dies ebenfalls für REF B durch.
Bewegen Sie den Cursor danach auf die Felder DEV A und DEV B und schalten Sie diese um
auf ΔABS oder Δ%.
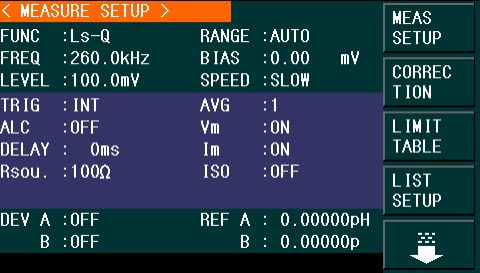
Danach zeigt das ST2827 die absolute bzw. relative Abweichung vom Referenzbauteil an.
Zusätzliche Anmerkungen:
• Wenn das Gerät die Prüfspannung halten soll, muss auf der Seite MEASURE SETUP die
Funktion ALC auf ON gestellt werden. Ansonsten kann die effektive Meßspannung über dem
Prüfling deutlich geringer sein als die eingestellte, wenn die Impedanz des Prüflings nicht
groß gegenüber der Quellenimpedanz Rsou. ist.
• Der primäre Parameter leidet wesentlich weniger unter Drift durch Alterung als der
sekundäre, so daß die gemessene Induktivität eine wesentlich bessere absolute Genauigkeit
hat. Diese Genauigkeit ist so hoch, daß sie weniger Einfluß auf das Meßergebnis hat als
Verschiebungen an der Meßanordnung, insbesondere da die Messung mit flexiblen
Meßkabeln mit zunehmender Frequenz schlechter wird. Starre Meßadapter sind allerdings
ebenfalls problematisch, wenn der Prüfling stark vom Metallgehäuse des Meßadapters
beeinflußt wird und es nicht möglich ist, den Prüfling gegenüber dem Meßadapter zu
fixieren.
Beispiele:
Verlustarmer Kondensator 2200pF, Messung des Dissipationsfaktors (=1/Q) mit dem ST2829CX
Der Kapazitätsmeßwert ist über den gesamten Sweep-Bereich nahezu konstant, D … nicht. Der
Toleranzbereich für D ist größer als der Bildschirm.
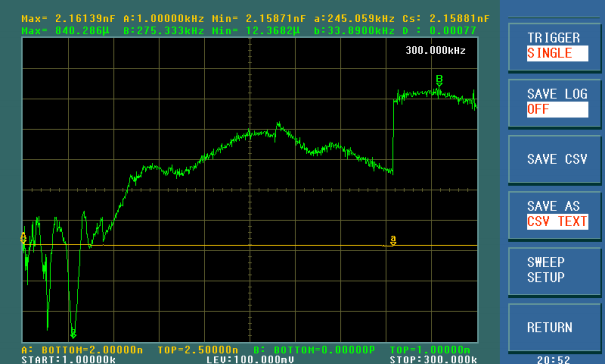
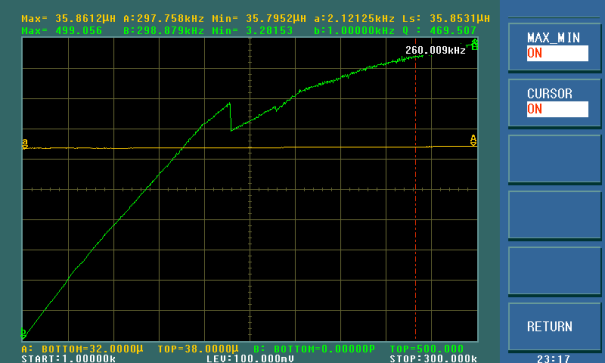
Messung einer der Spulen mit dem ST2829CX. Der primäre Parameter Induktivität ist auch hier
nahezu konstant. Die Kurve des sekundären Parameters Q ist erheblich glatter als die von D im
vorigen Bild und zeigt schön die Frequenzabhängigkeit des Gütefaktors, der Sprung in der Kurve
macht aber deutlich, daß die Genauigkeit des absoluten Meßwertes nicht so hoch ist wie es den
Anschein hat, wenn man nur einen Teil der Kurve betrachtet. Der Toleranzbereich ist hier etwa halb
so hoch wie der Bildschirm.
Eine Beschreibung des Gütefaktors finden Sie in unserem Glossar:
https://www.sourcetronic.com/glossar/qualitaetsfaktor/
Tags: